优质盘条生产工艺流程及控制要点详解
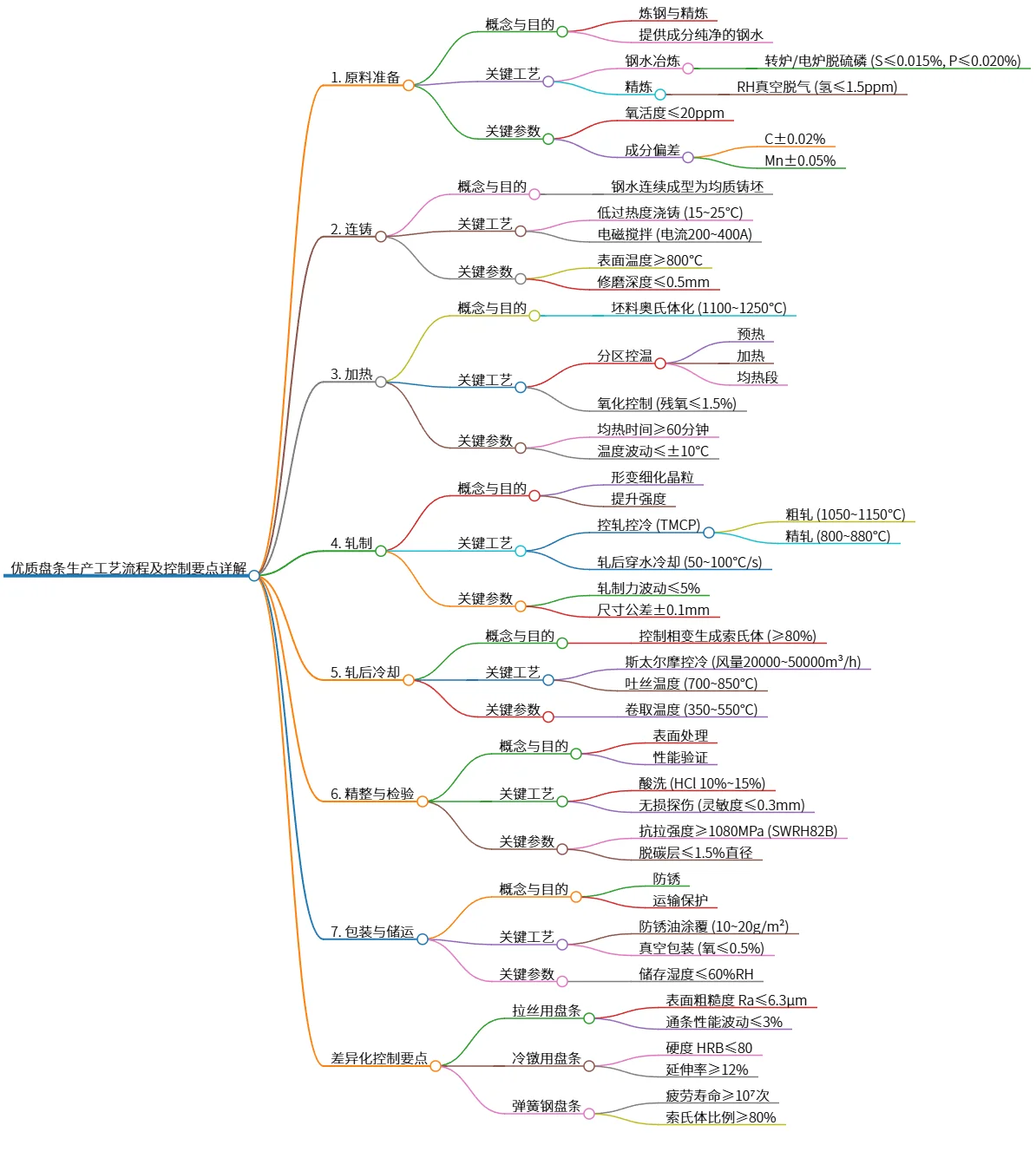
该思维导图概述了优质盘条的生产工艺流程,包括原料准备、连铸、加热、轧制、轧后冷却、精整与检验以及包装与储运七个环节。每个环节都强调概念、目的、关键工艺和参数,以确保产品成分纯净、强度和性能优良。此外,针对不同应用场景(如拉丝、冷镦、弹簧钢)提出了差异化控制要点,以满足特定市场需求。
源码
# 优质盘条生产工艺流程及控制要点详解
## 1. 原料准备
### 概念与目的
- 炼钢与精炼
- 提供成分纯净的钢水
### 关键工艺
- 钢水冶炼
- 转炉/电炉脱硫磷 (S≤0.015%, P≤0.020%)
- 精炼
- RH真空脱气 (氢≤1.5ppm)
### 关键参数
- 氧活度≤20ppm
- 成分偏差
- C±0.02%
- Mn±0.05%
## 2. 连铸
### 概念与目的
- 钢水连续成型为均质铸坯
### 关键工艺
- 低过热度浇铸 (15~25℃)
- 电磁搅拌 (电流200~400A)
### 关键参数
- 表面温度≥800℃
- 修磨深度≤0.5mm
## 3. 加热
### 概念与目的
- 坯料奥氏体化 (1100~1250℃)
### 关键工艺
- 分区控温
- 预热
- 加热
- 均热段
- 氧化控制 (残氧≤1.5%)
### 关键参数
- 均热时间≥60分钟
- 温度波动≤±10℃
## 4. 轧制
### 概念与目的
- 形变细化晶粒
- 提升强度
### 关键工艺
- 控轧控冷 (TMCP)
- 粗轧 (1050~1150℃)
- 精轧 (800~880℃)
- 轧后穿水冷却 (50~100℃/s)
### 关键参数
- 轧制力波动≤5%
- 尺寸公差±0.1mm
## 5. 轧后冷却
### 概念与目的
- 控制相变生成索氏体 (≥80%)
### 关键工艺
- 斯太尔摩控冷 (风量20000~50000m³/h)
- 吐丝温度 (700~850℃)
### 关键参数
- 卷取温度 (350~550℃)
## 6. 精整与检验
### 概念与目的
- 表面处理
- 性能验证
### 关键工艺
- 酸洗 (HCl 10%~15%)
- 无损探伤 (灵敏度≤0.3mm)
### 关键参数
- 抗拉强度≥1080MPa (SWRH82B)
- 脱碳层≤1.5%直径
## 7. 包装与储运
### 概念与目的
- 防锈
- 运输保护
### 关键工艺
- 防锈油涂覆 (10~20g/m²)
- 真空包装 (氧≤0.5%)
### 关键参数
- 储存湿度≤60%RH
## 差异化控制要点
### 拉丝用盘条
- 表面粗糙度 Ra≤6.3μm
- 通条性能波动≤3%
### 冷镦用盘条
- 硬度 HRB≤80
- 延伸率≥12%
### 弹簧钢盘条
- 疲劳寿命≥10⁷次
- 索氏体比例≥80%
图片